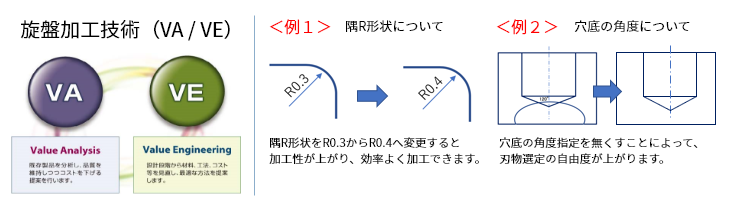
加工技術情報 (VA/VE)
精度
表面粗さ(挽き目)Ra、Rz、Rmaxの換算は?
表面粗さ記号の換算する必要性があります。
旧規格のRa、Rz、Rmaxは異なる部分からとった値であり、厳密には換算することは難しいのですが、概ね下記の換算となります。
| Rmaxの区分値 | Rzの区分値 | Raの区分値 | 基準長さLの標準値 | 三角記号 |
| (0.05s) | (0.05z) | (0.013a) | – | ▽▽▽▽ |
| 0.1s | 0.1z | 0.025a | ||
| 0.2s | 0.2z | 0.05a | ||
| 0.4s | 0.4z | 0.10a | ||
| 0.8s | 0.8z | 0.20a | 0.25 | |
| 1.6s | 1.6z | 0.40a | 0.8 | ▽▽▽ |
| 3.2s | 3.2z | 0.80a | ||
| 6.3s | 6.3z | 1.6a | ||
| 12.5s | 12.5z | 3.2a | 2.5 | ▽▽ |
| (18s) | (18z) | 6.3a | ||
| 25s | 25z | |||
| (35s) | (35z) | 12.5a | – | ▽ |
| 50s | 50z | 25a |
加工技術VA/VE カテゴリー